
《平底袋加工技术浅析》-----发表于包装前沿
发布日期:2014-08-09
《平底袋加工技术浅析》由我司技术部工程师黄天涛经理所著,发表于杂志《包装前沿》(原广东包装》,2014年07月号(双月刊)★第四期★P6-P8。 以下为杂志扫描版:
以下为文字版: 平底袋加工技术浅析 摘要:本文介绍了平底袋的特点及加工现状,对平底袋加工中面临的主要问题进行了分析并提出对策, 同时对平底袋包装及其加工设备的发展趋势进行了探讨。 Abstract: This article introduces the features and processing status of flat bottom bags, Analysis of the main problems of processing of flat bottom bags and come up with strategies, the trends of flat-bottomed bags packaging and processing equipment are discussed. 关键词: 平底袋 制袋 复合膜 包装
图1 平底袋 一、平底袋的特点及优势: 1、袋子形状方正,共有五个印刷版面,正、背,左右两侧和底部。底部跟传统的直立袋、自立袋或站立袋完全不一样,差异的地方就是平底袋底部是非常平整且不带任何热封边,可以在这五个面上,印上产品、生产公司的数据或产品的图样。袋子经放入产品后,造型美观大方,很容易引起消费者注目,有利于品牌建立。 2、平底袋盛装容量大,适合方形物品如饼干等零食的包装,同时提升产品的档次。
3、复合而成的软包装材料,可以透过不同材料的透水透氧阻隔特性,组合一起发挥不同的阻隔作用,而且塑料包装比一般纸袋更加能否保护产品。 4、平底袋站立于货袈上,四方平整,站立稳定,可以省略外加包装物料,降低成本。 5、为了满足客户的使用友好性,平底袋可附加再封合拉链,滑块拉链等,如图2所示,产品未用完时,可把拉链拉上作为封口,保护里面产品的干净、安全,方便使用者保存。
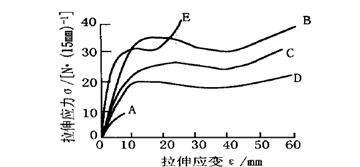
二、平底袋加工的主要问题及控制要点: 平底袋因底角成型难度大,底部热封最多有八层,制袋要求较高。而热封制袋是塑料软包装生产过程中的最后一道工序,如果产生废品,会产生很大的浪费。 目前国内已有部分厂家引进了平底袋制袋设备,本文拟就平底袋制袋过程中经常出现的问题进行阐述,并简要分析制袋问题产生的影响因素及制袋的生产工艺控制要点。 1 平底袋制袋热封质量的检查 平底袋的热封质量主要检查项目有外观检查、热封强度、耐压强度、抗冲击强度等。 外观检查是以视觉检查复合袋的表面平整度、擦伤丝路、热封位置、冲孔位置、图案居中等情况。表面平整度与制袋机的温度控制、压力控制、 冷却情况、复合膜的结构设计、排版方式有关。温度过高、压力太小、冷却不够、印刷材料的耐温性差、热封材料的低温热封性差都会引起袋子的不平整。表面划伤主要由薄膜在设备上的摩擦引起,需重点检查制袋机的张力控制和放卷剖切架的各导辊表面粗糙度,保证车间生产环境。 热封强度的检查是将有复合袋封口的部位裁下15mm宽的长条, 在拉伸测试机上以( 300±20) mm/min 的速度测定拉伸应力- 应变曲线( 如图 3),分析其热封强度和热封拉伸状态。
在通常情况下只是重视平底袋的热封强度,往往认为热封强度越高越好, 忽视了热封拉伸状态的重要性。其实热封拉伸状态综合反映了热封质量, 反映出热封部位在拉伸过程中的破坏现象。而实际破坏往往发生在热封后的复合膜最薄弱的地方, 不一定总是发生在已热封的热封材料的界面, 也不一定热封强度越高越好。 下面列举主要的热封拉伸状态: 1)发生在热封材料之间的界面破坏。界面破坏的热封部位在出现屈服点之前发生分开,断裂表面光滑,断裂伸长率低,热封强度不高,袋子的密封性能差( 如图3曲线A)。热封制袋生产应尽量避免界面破坏, 应通过改变复合膜结构和热封工艺来改善。 2) 发生在热封材料或复合膜的拉伸破坏(韧性破坏)。韧性破坏在拉伸过程中有明显的屈服点, 颈缩现象, 断裂表面粗糙,有大的断裂伸长率和高的热封强度, 是最好的热封拉伸状态(如图3 曲线B)。 3)发生在复合膜层间的剥离破坏。剥离破坏是由于复合膜层间的剥离强度较低,引起层间分开,失去了外层材料的补强作用, 使热封材料单独承受破坏力, 使屈服应力较低,断裂伸长率较大, 热封强度不高(如图 3 曲线C)。 4) 发生在热封材料界面和本身的混合破坏。混合破坏是由于复合膜的刚性较大,热封材料的韧性较好引起的破坏现象。它有粗糙的断裂表面, 较大的断裂伸长率,较高的热封强度,也是较好的热封拉伸状态(如图3 曲线D)。 5)发生在复合膜的热封边缘的断根破坏。断根破坏发生在热封部位的边缘,有较低的断裂伸长率, 较大的热封强度, 但袋子的密封性差,耐冲击强度差,主要是热封温度过高引起的。虽然热封强度较高,但热封质量较差( 如图3曲线E)。平底袋由于底部成型过程复杂及热封次数比较多,很容易产生断根现象。 耐压强度的检查是将平底袋冲灌相同重量的内装物,热封后水平放置,施加规定的压力,经过规定的时间后, 检查其封口的漏损现象。耐压强度的检查要根据内装物的重量的不同, 施加不同的压力。并且根据内装物的不同, 控制不同的施压时间。施压时间的长短,最好应由供需双方协商确定。 抗冲击强度是将装有物品的平底袋分别以水平及垂直方向跌落在地面上, 以检查平底袋的漏袋现象。跌落高度根据复合袋内装物的重量不同而异。抗冲击强度与复合材料、热封质量有密切关系。复合材料的韧性越好, 抗冲击强度就越好;平底袋在界面破坏、剥离破坏、断根破坏的热封拉伸状态, 其抗冲击强度就不高。 2 平底袋热封质量的影响因素 平底袋的热封质量是综合性指标,它依赖于复合膜的结构设计、热封材料的选择和生产工艺的确定,但同时也要注意其他热封强度影响因素:复合膜的结构与材料、层间的复合强度、印刷版面、油墨和胶粘剂的耐热性等。 2.1 复合基材的影响 复合基材分为印刷基料、阻隔材料、热封材料。印刷基料应选择机械强度好、表面张力大、印刷适应性好、耐热性能好的薄膜材料。印刷基材的机械性能对热封强度起补强作用, 耐热性能对热封外观起平整作用。印刷基材机械性能由大到小依次为:BOPA, BOPET, BOPP,所以它们与相同的热封材料依次复合、制袋后,热封强度会依次减小。印刷基材的耐热性能越好, 袋子的平整度会越好。阻隔材料具有阻隔性、气密性、防潮性、遮光性、保香性,选择透气性等优良的薄膜材料,是为了长期储藏内装物。评价热封材料的性能指标一般有拉伸强度、断裂伸长率、直角撕裂强度、表面粗糙度、雾度、冲击强度、摩擦因数、抗穿刺性能等。评价热封材料的热封性能的指标有低温热封性、热粘性、热封强度、热封拉伸状态、抗污染热封性等。 2.2 复合结构对热封质量影响 复合薄膜的热封温度由热封材料的热封温度决定,但要注意热封温度不能超过印刷膜的热定型温度,否则会破坏双向拉伸薄膜的热定型,引起包装袋热封后的收缩起皱。由于复合膜的层间复合强度不够, 失去了印刷材料和阻隔材料的补强作用, 使热封材料单独承受破坏拉力, 导致热封强度大大降低的破坏现象较为普遍。复合膜的复合强度取决于复合基材的选择和复合工艺的控制。镀铝PET 膜与其他材料复合时,复合强度较低,因为镀铝层的附着力过低; BOPP 与CPP 的复合强度也较低,因为 CPP 的分子刚性较大,所以复合基材的选择较为重要。 2.3 印刷排版对热封质量的影响 复合膜有色部位的复合强度比无色部位低, 而且在热封时温度较高,所以有色处的热封强度较低。在设计印刷图案时, 边缘热封处尽量留空,不要有任何印刷图案或白墨托底。薄膜纵向的机械强度比横向高,复合膜的纵向热封强度也比横向热封强度高,所以印刷图案尽量采用横向排版,可避免袋子顶部宽边热封时严重的缩颈现象, 同时也降低破袋率。 2.4 风琴料及底料成型稳定性对热封质量的影响 平底袋一般是由上下两层主膜及风琴料、底料组合而成制袋的,在风琴料送料、成型过程中,要注意风琴料成型的稳定及送料定位准确。底料与主膜要求前后套色准确和左右不能漂移,否则底角就不能成型,产生废品。 3 平底袋制袋机的生产控制要点 3.1 热封温度 热封材料的热封温度范围,是影响和控制热封质量的关键性因素。热封温度范围越宽,热封性能越好,质量控制越容易、越稳定。同时复合薄膜热封温度不能高于印刷基材的热定型温度。否则会引起热封部位的收缩、起皱,降低了热封强度和袋子的抗冲击性能。印刷基材的耐温性好,如BOPET, BOPA 等,提高热封温度能提高生产速率;印刷基材的耐温性差,如BOPP 则尽量采用较低的热封温度;而通过增加压力、降低生产速度或选择低温热封性材料来保证热封强度。热封温度过高,易使热封部位的热封材料熔融挤出,降低了热封厚度,增加了焊边的厚度和不均匀。虽然表现热封强度较高,却会引起断根破坏现象,大大降低封口的耐冲击性能、密封性能。而热封温度低于材料的软化点,加大压力和延长热封时间均不能使热封层真正封合。 3.2 热封压力 热封压力由制袋机上的压力弹簧提供。热封压力的大小与复合膜的性能、厚度、热封宽度等有关。热封材料有较高的活化能, 升温对其粘度的下降影响较大,因而所需的热封压力较小,防止热封部位的熔融材料被挤出, 降低热封效果。而 PE、PP 为非极性材料,活化能极小,所需压力较高,对热封强度、界面密封性有利。 热封压力应随着复合膜的厚度增加而增加。若热封压力不足,两层薄膜难以热合, 难以排尽夹在焊缝中间的气泡;热封压力过高,会挤走熔融材料,损伤焊边,引起断根。 3.3 热封速度 热封速度体现制袋机的生产效率, 也是影响热封强度和外观的重要因素。热封速度越快,热封温度要相应提高,以保证热封强度和热封状态达到最佳值;在相同的热封温度和压力下,热封速度越慢,热封材料熔合将更充分、 更牢固, 但不能引起断根现象。 在国内平底袋制袋机, 热封时间的长短主要由制袋机的速度决定的。增加热封时间,必须降低制袋速度,降低生产效率。如果采用独立的伺服电机控制热封刀的升降和送料, 独立调节热封时间, 而不改变制袋速度,就大大方便制袋机的操作与质量控制。 3.4 冷却情况 冷却过程是在一定的压力下, 用较低的温度对刚刚熔融封合的焊缝进行定型,消除应力集中,减少焊缝的收缩,提高袋子的外观平整度,提高热封强度的过程。 制袋机的冷却水一般是自来水或20°C左右的循环水。水温过高、冷封刀压力不够、冷却水循环不畅、循环量不够等都会导致冷却不良、热封强度下降。 3.5 热封次数 良好的热封一般要求热封次数在2 次以上。平底袋底部成型后最多有八层,在底料中间成型位置容易产生热封强度不够,太多次热封又容易产生断根现象。一般平底袋横向热封装置为5组。同时,对拉链热封采用超声波焊接,制袋美观。 3.6 热封刀间隙 热封刀间隙是指上热封刀接触到底板时,预定的热封压力传递到热封表面的施压距离。在相同薄膜厚度、相同热封速度时, 热封刀间隙小, 热封时间相对较小,产品的热封强度将会降低。一般热封刀间隙设定在 1.0~1.5mm, 它与薄膜厚度、传递性能、制袋速度等有关。 3.7 张力控制 张力控制装置是用来保持薄膜的平整,易于折边,间歇送料均匀, 减少袋子热封部位的收缩和翘曲。制袋机的张力一般在0.1~ 0.15MPa。平底袋由于制袋过程复杂,走膜距离较长,主膜与风琴料、底料的张力控制要求高。 三、平底袋及其制袋设备的发展趋势 平底袋最早由日本Totani公司开发,目前在国内外已广泛应用在糖果、饼干、宠物饲料、咖啡等轻质固体包装领域,并在大米、日用品等包装领域逐渐推广开来,平底袋包装为丰富多彩的包装世界添姿加彩,清晰鲜明的图案,站立于货架上,体现优良的品牌形象,更易吸引消费者眼球。除常规的拉链平底袋之外,还有一些包装增值的设计元素,比如提手平底袋(图4)、激光易撕线拉链平底袋、加单向阀平底袋(图5)、密封压条平底袋(图6)等。
图4 提手平底袋 图5单向阀平底袋 图6密封压条平底袋 平底袋良好的市场前景和需求,同时也带动了相关设备生产厂家的参与热情,随着平底袋的逐渐普及,市场对平底袋制作的要求也越来越高,除了稳定的底角成型、热封质量的可靠,还有生产速度与效率提升要求。由于一台平底袋制袋机有主膜料、风琴料、底料同时送料,换料比较频繁,停机后调试浪费膜料,因此,开发具有换料不停机及快速换料装置的平底袋制袋机才能确保生产的稳定可靠。 中山市新宏业自动化公司结合多年的自动化开发经验,针对客户的不同需求,已相继开发了相关袋型的自动化生产线。随着人们生活水平的提升,国内软包装行业在未来几年将会有持续的发展空间,但只有追求技术创新,增加产品的附加值,才能在未来的市场竞争中追求更高的利润增长点。 |








上一页:《软包装制袋设备发展之我见》

手机网站
邮箱
sales@nca-package.com
地址
广东省中山市火炬开发区岐民南路30号
传真
+86-760-85331427
电话
+86-760-86137388